17 декабря 2012 г.


Специалистами ООО «УрИЦ» проведен весь комплекс работ по проектированию, разработке программного обеспечения, изготовлению, монтажу и пусконаладке механического, гидравлического и электронного оборудования, позволившего решить все поставленные перед ними задачи, а именно: сокращение продолжительности рабочего цикла изготовления колес при сокращении расхода металла на каждое изделие и повышении стойкости штампов (инструмента деформации), что в конечном итоге должно способствовать повышению производительности ППЛК и снижению себестоимости колес.
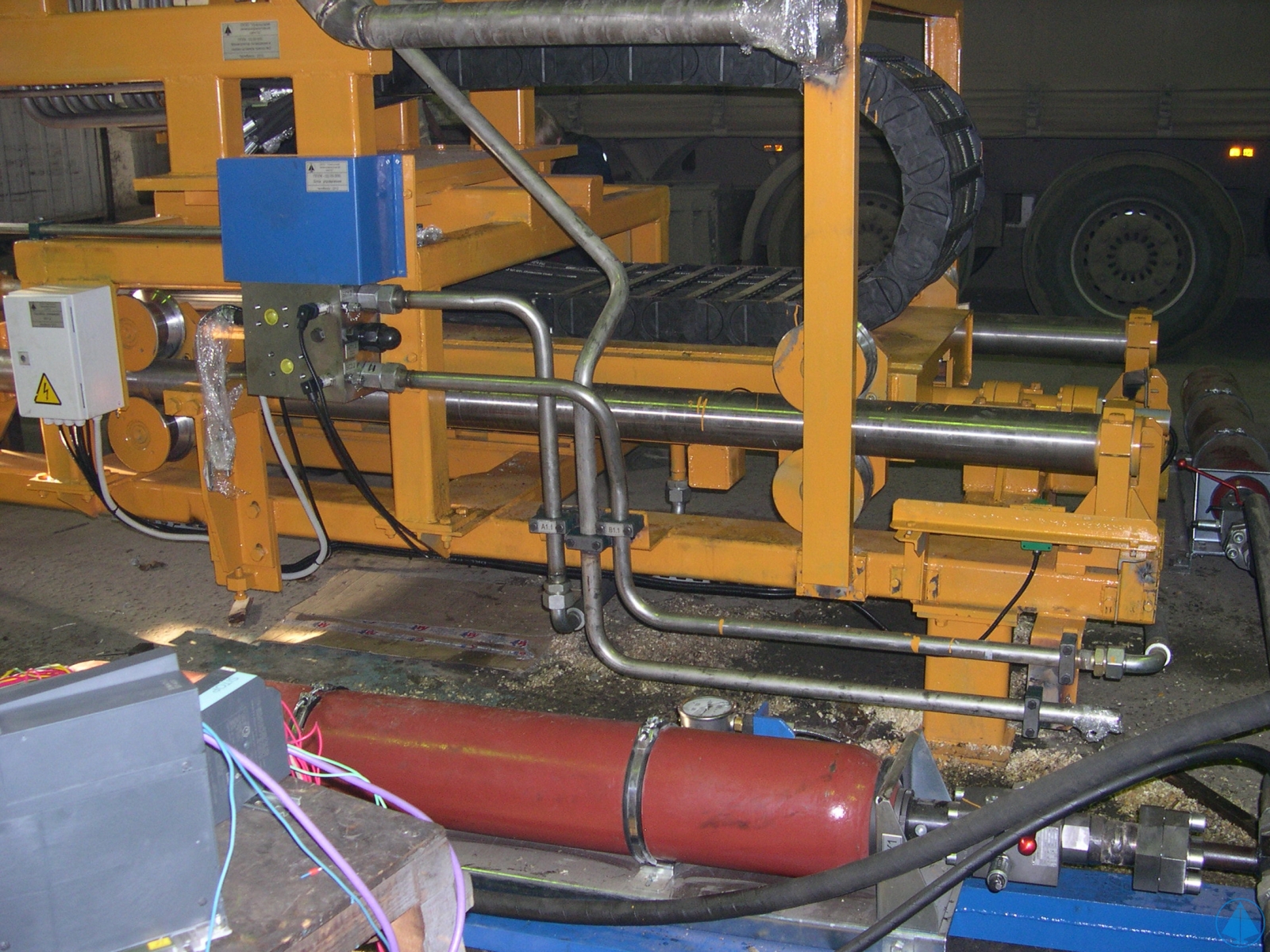
В процессе модернизации: пресс № 2 ППЛК оснащен быстродействующими центрователями; манипуляторы охлаждения и смазки штамповой оснастки прессов № 1, № 2 и № 3 выполнены с гидравлическим приводом; усовершенствована система охлаждения штамповой оснастки прессов № 1, № 2 и № 3.
В результате суммарные затраты времени на установку заготовки на пресс № 2 с учетом коррекции ее положения центрователями снизились на 2 с при обеспечении стабильной точности позиционирования заготовки 1 мм. Высокая точность позиционирования позволяет уменьшить вес заготовки и сократить трудоемкость последующей механической обработки колес.
Использование разработанных и изготовленных ООО «УрИЦ» манипуляторов охлаждения и смазки с гидроприводом позволило сократить общее время перемещения манипулятора с 5-6 сек до 2 сек при обеспечении требуемой точности позиционирования.
Для интенсификации охлаждения штамповой оснастки в ходе модернизации головки охлаждения дополнены кольцевыми коллекторами для подачи охлаждающей воды и воздуха с использованием эффекта воздуховодяного эжектора, увеличена пропускная способность системы охлаждения, в нее введены насосы, обладающие повышенным напором, при соответствующей замене распределительных устройств. Все это позволило сократить время охлаждения штамповой оснастки на каждом из прессов с 10-14 сек до 6-8 сек и обеспечить необходимую температуру штампов, что благоприятно сказывается на их стойкости.
В результате проведенной ООО «УрИЦ» модернизации оборудования ППЛК время рабочего цикла на прессе № 2, который ранее был «узким» местом линии, сократилось с 46-48 сек до 38 сек. Это позволяет увеличить производительность всей линии на 15 % и довести ее до расчетного значения.
Отзыв о выполненной работе
Статья о работе
 Главная
Главная Контакты
Контакты Карта сайта
Карта сайта